
Quali nuove esigenze impone il sempre più maturo processo lead-free al forno di rifusione?
Analizziamo dai seguenti aspetti:
l Come ottenere una differenza di temperatura laterale minore
Poiché la finestra del processo di saldatura senza piombo è piccola, il controllo della differenza di temperatura laterale è molto importante.La temperatura nella saldatura a rifusione è generalmente influenzata da quattro fattori:
(1) Trasmissione di aria calda
Gli attuali forni a riflusso senza piombo tradizionali adottano tutti il riscaldamento completo ad aria calda al 100%.Nello sviluppo dei forni a rifusione sono apparsi anche metodi di riscaldamento a infrarossi.Tuttavia, a causa del riscaldamento a infrarossi, l'assorbimento degli infrarossi e la riflettività dei diversi dispositivi a colori sono diversi e l'effetto ombra è causato dal blocco dei dispositivi originali adiacenti.Entrambe queste situazioni causeranno differenze di temperatura.La saldatura senza piombo comporta il rischio di saltare fuori dalla finestra del processo, quindi la tecnologia di riscaldamento a infrarossi è stata gradualmente eliminata nel metodo di riscaldamento del forno a rifusione.Nella saldatura senza piombo è necessario enfatizzare l'effetto del trasferimento di calore.Soprattutto per il dispositivo originale con grande capacità termica, se non è possibile ottenere un trasferimento di calore sufficiente, la velocità di riscaldamento sarà ovviamente inferiore a quella del dispositivo con piccola capacità termica, con conseguente differenza di temperatura laterale.Diamo un'occhiata alle due modalità di trasferimento dell'aria calda nella Figura 2 e nella Figura 3.
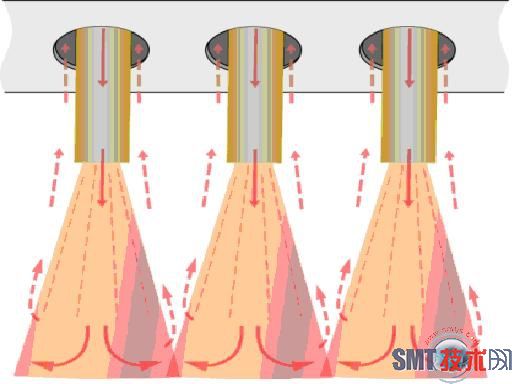
Figura 2 Metodo di trasferimento dell'aria calda 1
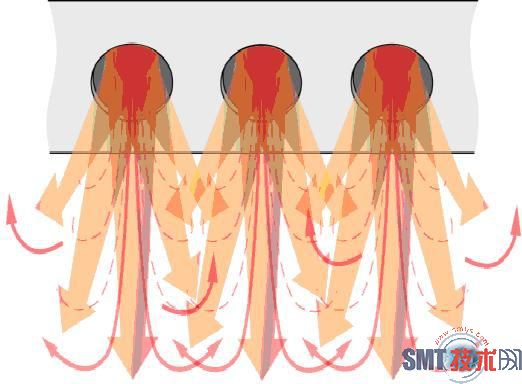
Figura 2 Metodo di trasferimento dell'aria calda 1
L'aria calda nella Figura 2 esce dai fori della piastra riscaldante e il flusso di aria calda non ha una direzione chiara, il che è piuttosto disordinato, quindi l'effetto di trasferimento del calore non è buono.
Il design della Figura 3 è dotato di ugelli multipunto direzionali di aria calda, quindi il flusso di aria calda è concentrato e ha una chiara direzionalità.L'effetto di trasferimento del calore di tale riscaldamento ad aria calda aumenta di circa il 15% e l'aumento dell'effetto di trasferimento del calore svolgerà un ruolo maggiore nel ridurre la differenza di temperatura laterale dei dispositivi di capacità termica grandi e piccole.
Il design della Figura 3 può anche ridurre l'interferenza del vento laterale sulla saldatura del circuito perché il flusso di aria calda ha una chiara direzionalità.Ridurre al minimo il vento laterale può non solo impedire che piccoli componenti come 0201 sul circuito stampato vengano spazzati via, ma anche ridurre l'interferenza reciproca tra diverse zone di temperatura.
(1) Controllo della velocità della catena
Il controllo della velocità della catena influenzerà la differenza di temperatura laterale del circuito.In generale, riducendo la velocità della catena si otterrà un tempo di riscaldamento maggiore per i dispositivi con grande capacità termica, riducendo così la differenza di temperatura laterale.Dopotutto, l'impostazione della curva di temperatura del forno dipende dai requisiti della pasta saldante, quindi una riduzione illimitata della velocità della catena non è realistica nella produzione reale.
(2) Controllo della velocità del vento e del volume
Abbiamo eseguito un esperimento del genere, mantenendo invariate le altre condizioni nel forno di rifusione e riducendo la velocità della ventola nel forno di rifusione solo del 30% e la temperatura sul circuito stampato scenderà di circa 10 gradi.Si può vedere che il controllo della velocità del vento e del volume dell'aria è importante per il controllo della temperatura del forno.
Orario di pubblicazione: 11 agosto 2020