
Per realizzare il controllo della velocità del vento e del volume dell'aria, è necessario prestare attenzione a due punti:
- La velocità della ventola deve essere controllata mediante conversione di frequenza per ridurre l'influenza della fluttuazione di tensione su di essa;
- Ridurre al minimo il volume dell'aria di scarico dell'apparecchiatura, poiché il carico centrale dell'aria di scarico è spesso instabile e ciò influisce facilmente sul flusso di aria calda nel forno.
- Stabilità dell'attrezzatura
Immediatamente abbiamo ottenuto un'impostazione ottimale della curva di temperatura del forno, ma per ottenerla è necessaria la stabilità, la ripetibilità e la coerenza delle apparecchiature per garantirla.Soprattutto per la produzione senza piombo, se la curva della temperatura del forno si sposta leggermente a causa dell'apparecchiatura, è facile uscire dalla finestra del processo e causare saldature a freddo o danni al dispositivo originale.Pertanto, sempre più produttori stanno iniziando a proporre requisiti di test di stabilità per le apparecchiature.
l Utilizzo dell'azoto
Con l'avvento dell'era senza piombo, la questione se la saldatura a riflusso sia riempita con azoto è diventata un argomento di discussione caldo.A causa della fluidità, saldabilità e bagnabilità delle saldature senza piombo, non sono buone come le saldature al piombo, soprattutto quando i pad del circuito adottano il processo OSP (pannello di rame nudo con pellicola protettiva organica), i pad sono facili da ossidare, spesso si creano giunti di saldatura. L'angolo di bagnatura è troppo ampio e la piazzola è esposta al rame.Per migliorare la qualità dei giunti di saldatura, a volte è necessario utilizzare l'azoto durante la saldatura a rifusione.L'azoto è un gas di protezione inerte, che può proteggere i pad del circuito dall'ossidazione durante la saldatura e migliorare significativamente la saldabilità delle saldature senza piombo (Figura 5).

Figura 5 Saldatura dello schermo metallico in ambiente pieno di azoto
Sebbene molti produttori di prodotti elettronici non utilizzino temporaneamente l'azoto per ragioni di costi operativi, con il continuo miglioramento dei requisiti di qualità della saldatura senza piombo, l'uso dell'azoto diventerà sempre più comune.Pertanto, una scelta migliore è che, sebbene l'azoto non sia necessariamente utilizzato nella produzione effettiva al momento, sia meglio lasciare l'attrezzatura con un'interfaccia di riempimento di azoto per garantire che l'attrezzatura abbia la flessibilità necessaria per soddisfare i requisiti di produzione di riempimento di azoto in futuro.
l Efficace dispositivo di raffreddamento e sistema di gestione del flusso
La temperatura di saldatura della produzione senza piombo è significativamente più alta di quella del piombo, il che comporta requisiti più elevati per la funzione di raffreddamento dell'apparecchiatura.Inoltre, la velocità di raffreddamento più rapida e controllabile può rendere più compatta la struttura del giunto di saldatura senza piombo, contribuendo a migliorare la resistenza meccanica del giunto di saldatura.Soprattutto quando produciamo circuiti stampati con grande capacità termica come i backplane di comunicazione, se utilizziamo solo il raffreddamento ad aria, sarà difficile per i circuiti stampati soddisfare i requisiti di raffreddamento di 3-5 gradi al secondo durante il raffreddamento e la pendenza di raffreddamento non può raggiungere Il requisito allenterà la struttura del giunto di saldatura e influenzerà direttamente l'affidabilità del giunto di saldatura.Pertanto, per la produzione senza piombo è consigliabile prendere in considerazione l'uso di dispositivi di raffreddamento ad acqua a doppia circolazione e la pendenza di raffreddamento dell'apparecchiatura deve essere impostata come richiesto e completamente controllabile.
La pasta saldante senza piombo spesso contiene molto flusso e i residui di flusso sono facili da accumulare all'interno del forno, il che influisce sulle prestazioni di trasferimento del calore dell'apparecchiatura e talvolta cade anche sul circuito stampato nel forno causando inquinamento.Esistono due modi per scaricare i residui di disossidante durante il processo produttivo;
(1) Aria di scarico
L'aspirazione dell'aria è il modo più semplice per scaricare i residui di fondente.Tuttavia, nell’articolo precedente abbiamo accennato al fatto che un’aria di scarico eccessiva pregiudica la stabilità del flusso di aria calda nella cavità del forno.Inoltre, l’aumento della quantità di aria di scarico porterà direttamente ad un aumento del consumo energetico (compresi elettricità e azoto).
(2) Sistema di gestione del flusso multilivello
Il sistema di gestione del flusso comprende generalmente un dispositivo di filtraggio e un dispositivo di condensazione (Figura 6 e Figura 7).Il dispositivo di filtraggio separa e filtra efficacemente le particelle solide nel residuo del flusso, mentre il dispositivo di raffreddamento condensa il residuo del flusso gassoso in un liquido nello scambiatore di calore e infine lo raccoglie nel vassoio di raccolta per il trattamento centralizzato.
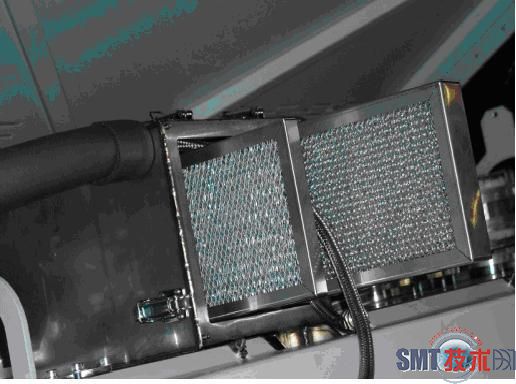
Figura 6 Dispositivo di filtraggio nel sistema di gestione del flusso

Figura 7 Dispositivo di condensazione nel sistema di gestione del flusso
Orario di pubblicazione: 12 agosto 2020