
Secondo la direttiva RoHS dell'UE (atto direttivo del Parlamento europeo e del Consiglio dell'Unione europea sulla restrizione dell'uso di determinate sostanze pericolose nelle apparecchiature elettriche ed elettroniche), la direttiva prevede il divieto sul mercato dell'UE di vendere prodotti elettronici e apparecchiature elettriche contenenti sei sostanze pericolose come il piombo come processo di "produzione ecologica" senza piombo che è diventato una tendenza di sviluppo irreversibile dal 1 luglio 2006.
Sono trascorsi più di due anni da quando il processo senza piombo è iniziato dalla fase di preparazione.Molti produttori di prodotti elettronici in Cina hanno accumulato molta preziosa esperienza nella transizione attiva dalla saldatura senza piombo alla saldatura senza piombo.Ora che il processo senza piombo sta diventando sempre più maturo, il focus del lavoro della maggior parte dei produttori è cambiato dalla semplice capacità di implementare la produzione senza piombo a come migliorare in modo completo il livello di saldatura senza piombo da vari aspetti come le attrezzature , materiali, qualità, processo e consumo energetico..
Il processo di saldatura a rifusione senza piombo è il processo di saldatura più importante nell'attuale tecnologia a montaggio superficiale.È stato ampiamente utilizzato in molti settori tra cui telefoni cellulari, computer, elettronica automobilistica, circuiti di controllo e comunicazioni.Sempre più dispositivi elettronici originali vengono convertiti da foro passante a montaggio superficiale e la saldatura a riflusso sostituisce la saldatura a onda in una gamma considerevole è una tendenza ovvia nel settore della saldatura.
Quale ruolo svolgeranno quindi le apparecchiature di saldatura a rifusione nel processo SMT senza piombo sempre più maturo?Diamo un'occhiata dal punto di vista dell'intera linea a montaggio superficiale SMT:
L'intera linea SMT a montaggio superficiale è generalmente composta da tre parti: stampante serigrafica, macchina di posizionamento e forno di rifusione.Per le macchine di posizionamento, rispetto a quelle senza piombo, non vi è alcun nuovo requisito per l'attrezzatura stessa;Per la macchina serigrafica, a causa della leggera differenza nelle proprietà fisiche della pasta saldante senza piombo e con piombo, vengono proposti alcuni requisiti di miglioramento per l'attrezzatura stessa, ma non vi è alcun cambiamento qualitativo;La sfida della pressione senza piombo è proprio nel forno a rifusione.
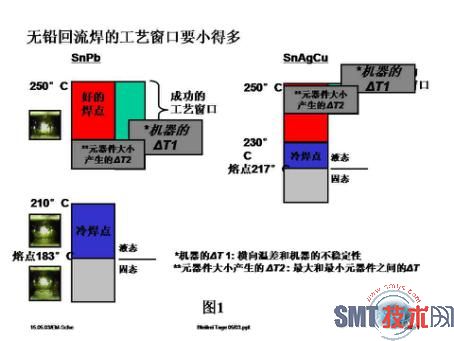
Come tutti sapete, il punto di fusione della pasta saldante al piombo (Sn63Pb37) è di 183 gradi.Se si desidera formare un buon giunto di saldatura, è necessario avere uno spessore di 0,5-3,5 μm di composti intermetallici durante la saldatura.La temperatura di formazione dei composti intermetallici è di 10-15 gradi superiore al punto di fusione, che è 195-200 per la saldatura al piombo.grado.La temperatura massima dei componenti elettronici originali sul circuito è generalmente di 240 gradi.Pertanto, per la saldatura al piombo, la finestra ideale del processo di saldatura è di 195-240 gradi.
La saldatura senza piombo ha apportato grandi cambiamenti al processo di saldatura perché è cambiato il punto di fusione della pasta saldante senza piombo.La pasta saldante senza piombo attualmente comunemente utilizzata è Sn96Ag0,5Cu3,5 con un punto di fusione di 217-221 gradi.Una buona saldatura senza piombo deve anche formare composti intermetallici con uno spessore di 0,5-3,5um.Anche la temperatura di formazione dei composti intermetallici è di 10-15 gradi superiore al punto di fusione, che è di 230-235 gradi per la saldatura senza piombo.Poiché la temperatura massima dei dispositivi elettronici originali per saldatura senza piombo non cambia, la finestra ideale del processo di saldatura per la saldatura senza piombo è di 230-240 gradi.
La drastica riduzione della finestra del processo ha comportato grandi sfide per garantire la qualità della saldatura e ha anche comportato requisiti più elevati per la stabilità e l'affidabilità delle apparecchiature di saldatura senza piombo.A causa della differenza di temperatura laterale nell'apparecchiatura stessa e della differenza nella capacità termica dei componenti elettronici originali durante il processo di riscaldamento, l'intervallo della finestra del processo di temperatura di saldatura che può essere regolato nel controllo del processo di saldatura a riflusso senza piombo diventa molto ridotto .Questa è la vera difficoltà della saldatura a riflusso senza piombo.Il confronto specifico tra le finestre del processo di saldatura a rifusione senza piombo e senza piombo è mostrato nella Figura 1.
In sintesi, il forno di rifusione svolge un ruolo fondamentale nella qualità del prodotto finale dal punto di vista dell'intero processo senza piombo.Tuttavia, dal punto di vista dell’investimento nell’intera linea di produzione SMT, l’investimento in forni di saldatura senza piombo spesso rappresenta solo il 10-25% dell’investimento nell’intera linea SMT.Questo è il motivo per cui molti produttori di elettronica hanno immediatamente sostituito i loro forni di rifusione originali con forni di rifusione di qualità superiore dopo essere passati alla produzione senza piombo.
Orario di pubblicazione: 10 agosto 2020